Feb 10, 2026, 15:30 PM
by
Catherine Lees

TYPES OF COATING
There are many types of spray coating applications used in the food processing and other industries. They can broadly speaking be divided into the following categories:
1- Aqueous spray coating. The desired coating is dissolved in a solvent liquid and the solution is sprayed. For example a sugar solution with water as the solvent. The coating is applied as a liquid and the solvent evaporates leaving the dissolved solid coating in place.
2- Heated liquid. A liquid that is normally solid or very sticky at room temperature is heated so that it becomes liquid and able to be sprayed. After spraying the liquid cools and solidifies forming a solid coating. An example of this in the food industry would be chocolate or peanut butter spraying.
3- Bonded coating. The liquid forms a chemical bond with the target surface or changes the chemical composition of the surface forming a coating layer.
Each of these types of spray coatings can be delivered in five main ways.
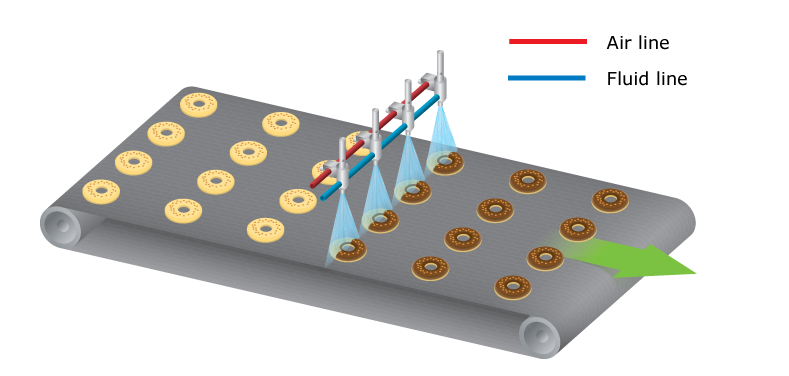
Continual spray line - the target product is moved under a continuously spraying spray bar on a conveyor or in a spray tunnel.
Periodic spray line - the target is moved under a spray bar or in a tunnel with the spray bar activating only when needed. This type of processes necessitates either sensors or very evenly spaced products.
Stop start spray line - the target is moved on a conveyor or in a spray tunnel to a spraying point where it is stopped and sprayed for the desired period before being moved on.
Drum or pan coating - the target is placed in a rotating drum and sprayed to deliver a coating over time. This is used when large numbers of small products need to be coated for example sugar coatings on corn flakes. The flakes are tumbled in the drum and presented to the spray in a randomised way multiple times ensuring an even coating.
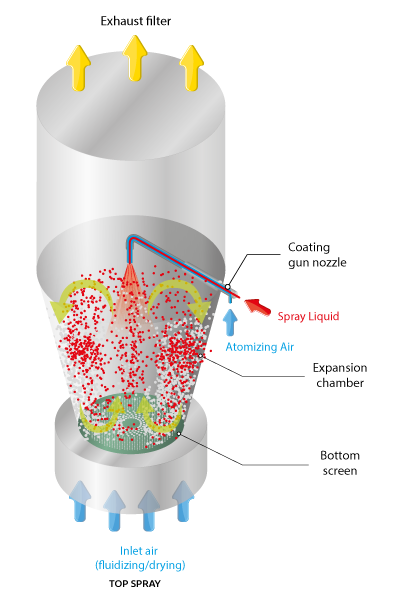
Fluid bed coating - the targets will be granules pellets or other small products in large numbers. The solid uncoated products are fluidised by the injection of air or liquid so they move and behave in much the same way as a fluid. The spray coating is then injected into this fluidised mass of product to achieve contact.
THE IMPORTANCE OF DROPLET SIZE
Droplet size is a critical factor in many coating applications. It is important in three key ways.
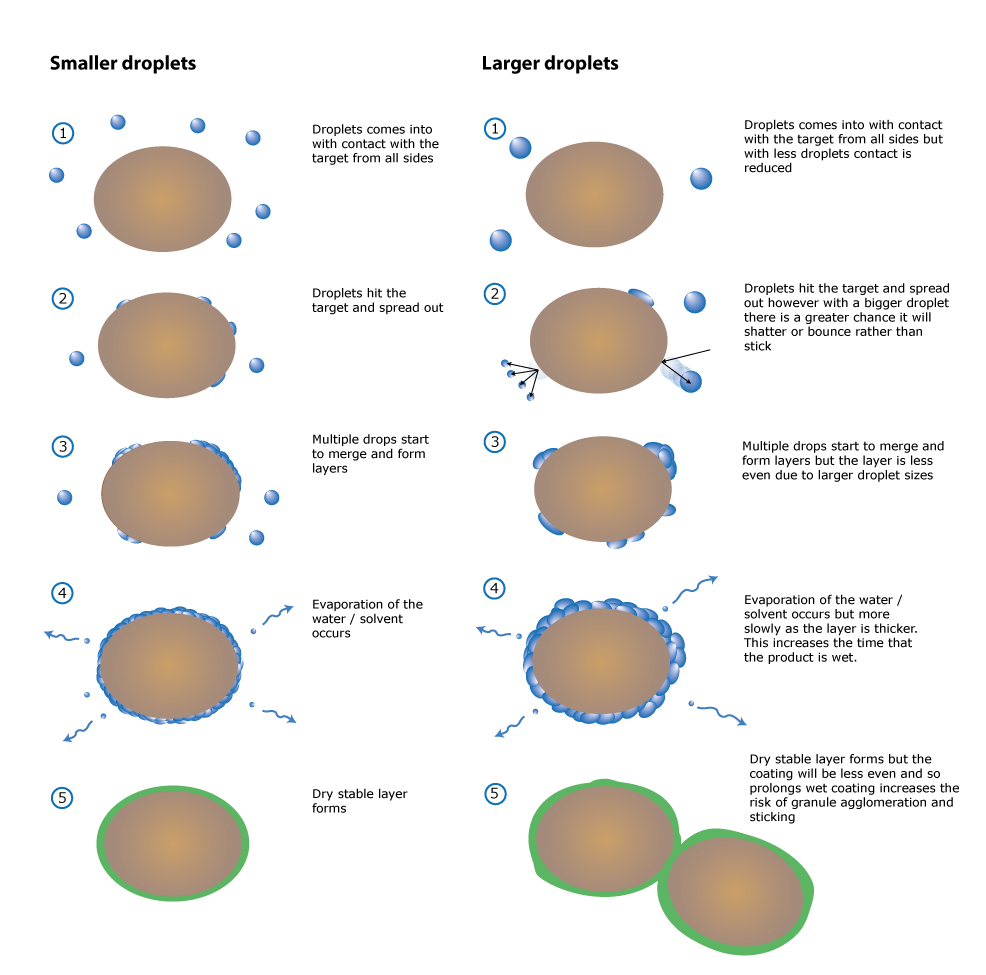
1- Adhesion. A small droplet size will help with adhesion to surface. Smaller droplets have a larger surface area to mass ratio and as such will have more chance of sticking to the surface. Larger droplets may also bounce or impact off the surface area.
2- Evaporation. Smaller droplets will evaporate more rapidly. Again this is due to the larger surface area to volume ratio of the smaller droplets. A rapid evaporation of the solvent in aqueous coating systems will allow the desired coating to be deposited more efficiently.
3- Even distribution. Smaller droplets will help form a more even coating. All sprays will have a variation in droplet sizes but with a smaller average droplet size the chances of increased pockets of dense spray are reduced. Essentially smaller droplets help randomise the spray even more meaning that a more even distribution is likely.
SPRAY DISTRIBUTION
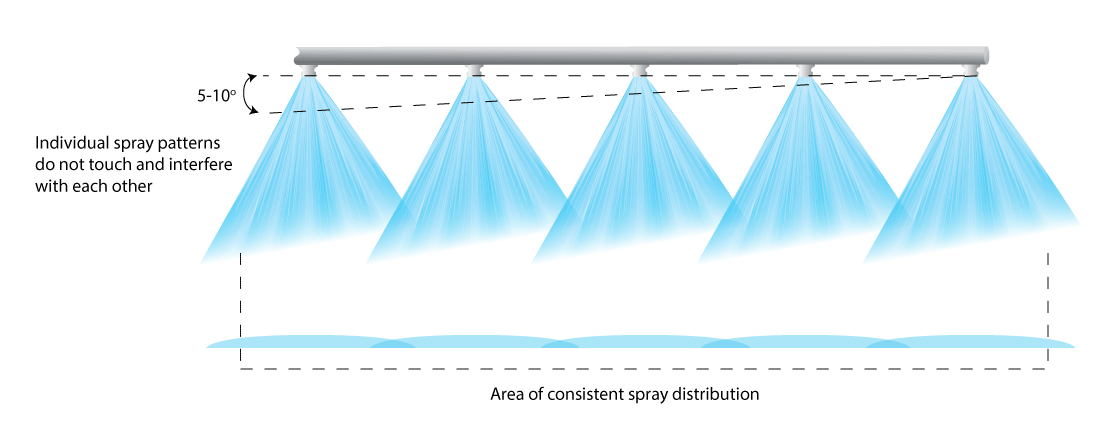
Getting a consistent and even coating means getting a consistent and even spray. When considering spray lines on a conveyor system the line of spray produced will need to be consistent along the target. The nozzles being used will have a spray angle and simple trigonometry can be used to calculate the spacing of the nozzles that will produce a complete line of spray. It is, however, important to realise that the spray produced by a flat fan nozzle will not be entirely even. The edges of the pattern are a soft edge rather than a hard edge so there tends to be a tapering effect with a lower spray distribution at both ends of the spray.
To compensate for this effect sprays can be overlapped. This means a more even coating will be delivered as the product passes under. It is important to remember that if the overlapping sprays hit their neighbours this may cause droplet agglomeration and may affect negatively affect the consistency of the spray. For this reason it is often advisable to angle each spray nozzle so the patterns do not actually touch.
Another method to compensate for the uneven fluid distribution in a spray is to over
spray a product. If a single nozzle is responsible for coating a product as it passes under
it then the spray pattern can be deliberately angled so that it is wider than the target.
In this way the product passes under only the middle, and hence more even, part of the
spray. The obvious disadvantage of this is product waste.
In drum coating applications a consistence line of spray is less important. This process
relies on the random movement of product into the spray so that it picks up a coating
over time. Each individual pellet or tablet will be presented to the spray several times.
As wetted products will be in contact with each other as they may stick together, it is
thus important to prevent any over spraying. The objective is to ensure each pellet or
tablet moves through the spray and does not come into contact with other recently
wetted pellets before evaporation can occur. Obviously in such a randomised process
this is never 100% possible but by suitably spacing the spray nozzles such sticking
issues can be minimised.
COPING WITH VARIABLE RUNS
Whilst efforts are made to ensure homogeny of product in reality different batches
may have different properties. This batch variability may be deliberate (i.e. differently
formulated products) or may occur due to differing environmental conditions.
Regardless of the cause, small variations in product can have big implications for
spray coating and will necessitate adjustments to the sprays involved.
The problem involved with changing sprays is that the characteristics of a spray are
often not independent. So droplet size, spray shape and flow rate can all be affected
by changing the pressure at which the fluid is sprayed. For example, simply lowering
the fluid pressure to reduce flow will result in bigger droplets which may affect
adhesion, evaporation or distribution (see above).
For coating applications where droplet size is of critical importance such as fluid bed
and drum coating systems then nozzles with independent air supplies for atomisation
and pattern formation are a must. The variability of batches uses in these types of
coating system mean small changes in both pattern and droplet size may need to be
made to achieve uniform results. These changes can be almost impossible to make
when other variables are also affected.
Another solution to variable runs is to use electrically actuated spray nozzles.
These
nozzles have an integrated electric valve very close to the orifice. They can be cycled
on and of up to 150 times per second. By rapidly pulsing the spray on and off many
times per second flow rate can be reduced without effecting the quality of coating
delivered. The rapid pulses are just far to fast to cause and striping or variation in
coating even on very fast conveyors.
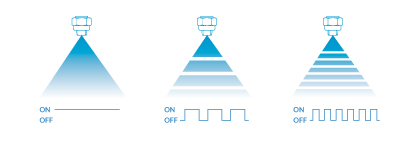
The process of rapid pulsing is know as pulse width modulation (PWM). To utilise the PWM technique electrically actuated nozzles need to be connected to a suitable control panel. They can then be programmed to deliver lower flow rates, whilst keeping the fluid pressure the same. In this way different product runs which require different spray dosing levels can be serviced effectively without having to change conveyor speed or any of the other spray characteristics.
COPING WITH VISCOUS FLUIDS
Viscous fluids will tend to form larger droplet sizes. A nozzle spraying water that will form a droplet size of Dw will form a droplet size of Df according to the formula below:
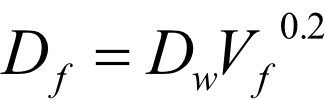
Vf being the viscosity of the fluid in Cp as water has a Cp of 1. In order to produce smaller droplets and compensate for the bigger droplets caused by high viscosity fluids one can increase the pressure of the fluid. This will reduce the
droplet size according to the formula below:
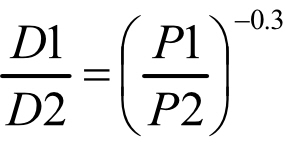
D1 is the droplet size at pressure P1 with D2 being the droplet size at pressure P2 so roughly speaking a ten-fold increase in pressure will result in a halving of droplet size.
Of course, in hydraulic nozzles, any increase in pressure will also result in an increase in flow rate. Typically flow will be proportional to the square root of the pressure so a 4 fold increase in pressure would produce a 2 fold increase in flow.
Using the above formula we can produce this table for some common food sprays:
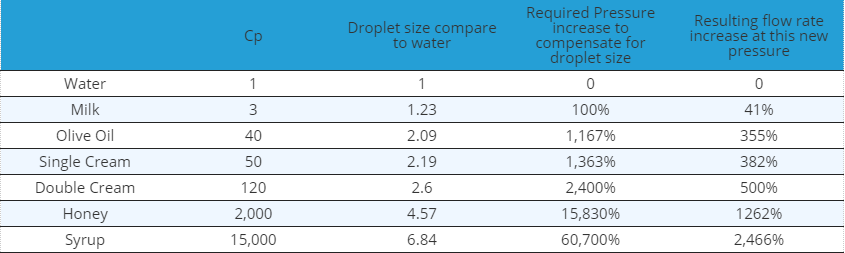
As can be seen from the table droplet sizes increase dramatically with viscosity and, for a Cp much above 50 there is not really any practical way to compensate for this as any pressure increase will have a knock on effect of increasing flow rate. In most viscous fluid applications other methods of atomisation are required. Air atomisers are a logical choice.
Air atomisers do, however, have their limits. Internal mix atomisers (where the fluid and air are mixed prior to ejection) will give the smallest droplet sizes and a more even distribution of droplet sizes but they run into problems with high Cp fluids. The larger droplet sizes created inside the mixing chamber cannot escape from the orifice quickly enough and so the nozzles will not function well.
External mix air atomisers are a solution to this problem. The nozzles only mix the air after the fluid has been ejected from the nozzle i.e. the atomisation occurs outside the nozzle. Even with external mix air atomising systems, though, many fluids will need to be heated to allow them to be sprayed. Viscosity in some liquids is very temperature dependant and even very small changes in fluid temperature and result in large increases in viscosity. For this reason heated jacket nozzles that ensure a consistent temperature right up to the orifice are often deployed.
CONCLUSIONS FOR NOZZLE SELECTION
1- Air actuated or electrical control systems are vital for any kind of spray coating that requires cyclical spraying.
2- Air atomising nozzles are good choice for most spray coating systems that require relatively low volumes of spray. Air atomisation allows for fine droplets and low flow rates to be achieved.
3- Viscous fluids will require careful consideration. Hydraulic nozzles are not generally suitable for highly viscous fluids as good atomisation at sensible pressures is difficult. External mix air atomisers are a good solution but, none the less, thought needs to be given to how the spray will differ from the water spray shown in the nozzle data sheet.
4- For precision spray coating, such as fluid bed coaters, air atomisers with independent control of atomising and pattern forming air supplies are essential.